A few days ago I attempted a print at 0.1mm layer height for the first
time. The first five or six layers went down really well. At that point
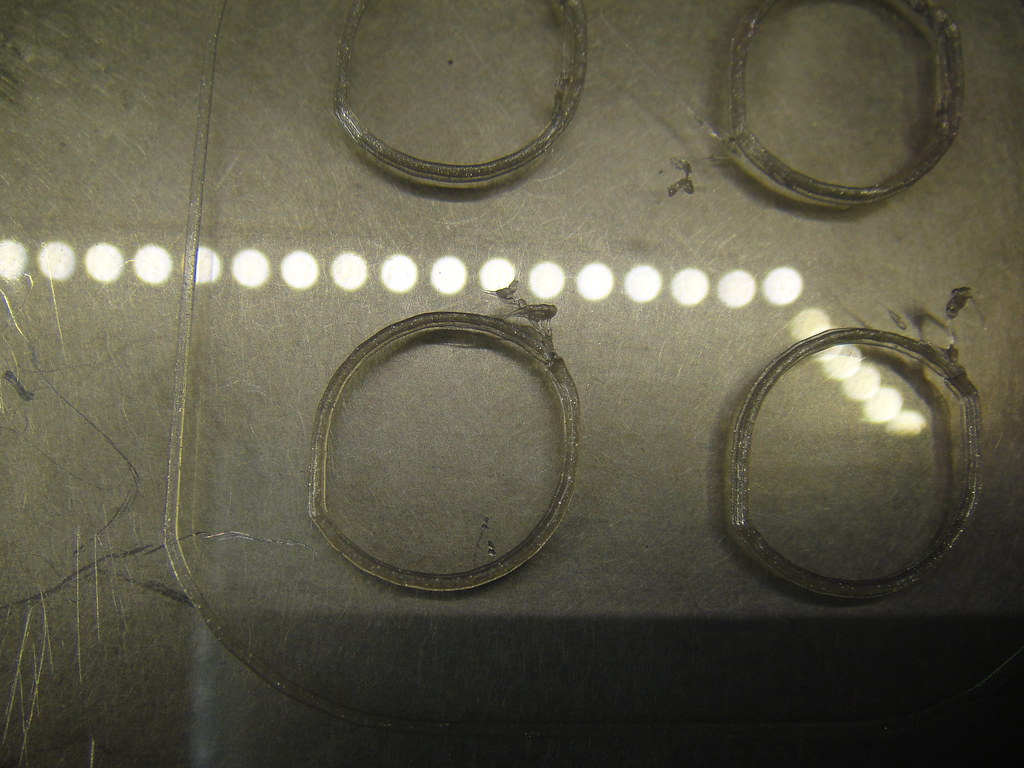
things started to go wrong. The filament was only sparsely feeding. I
wasn't getting solid lines of extrusion. It was more like dashed or
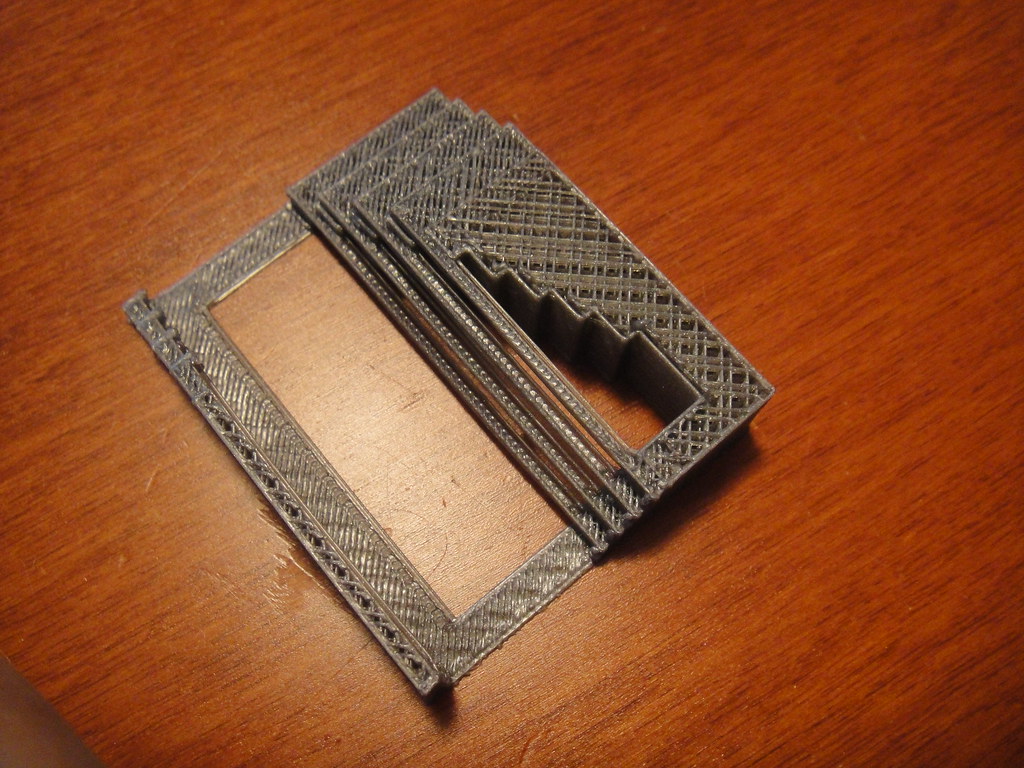
dotted lines. I soon discovered that the fill pattern would change as I touched or moved the filament.
 |
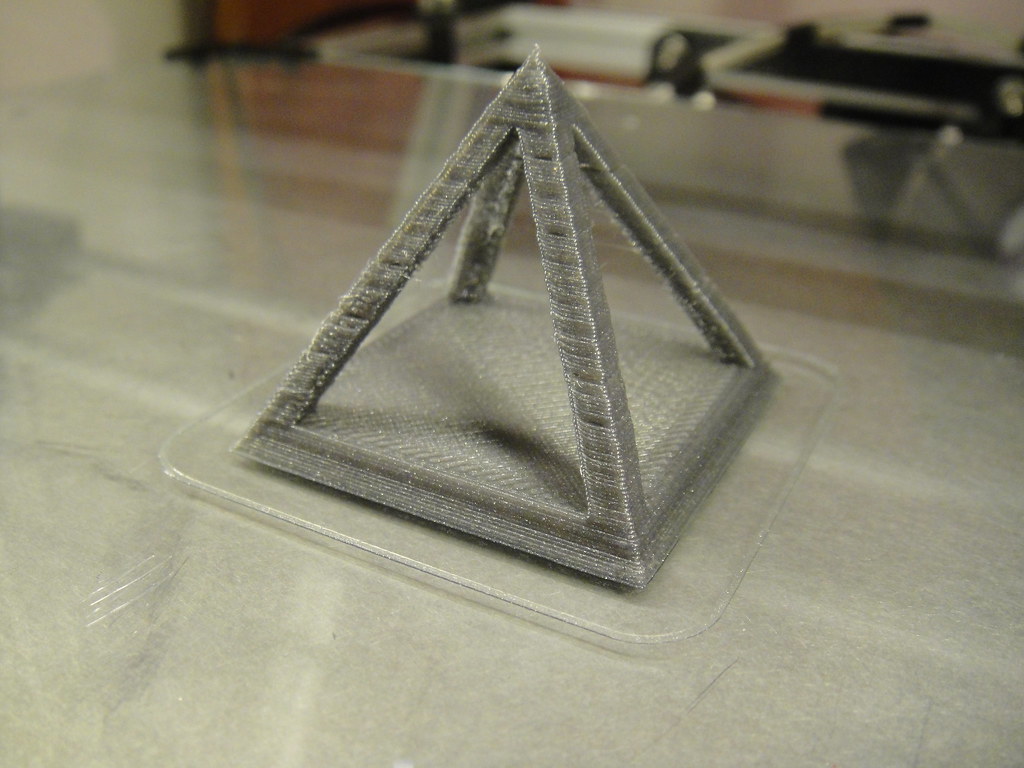
| You can see where the infill started to go wrong. |
 | |||
| The first few layers looked great. |
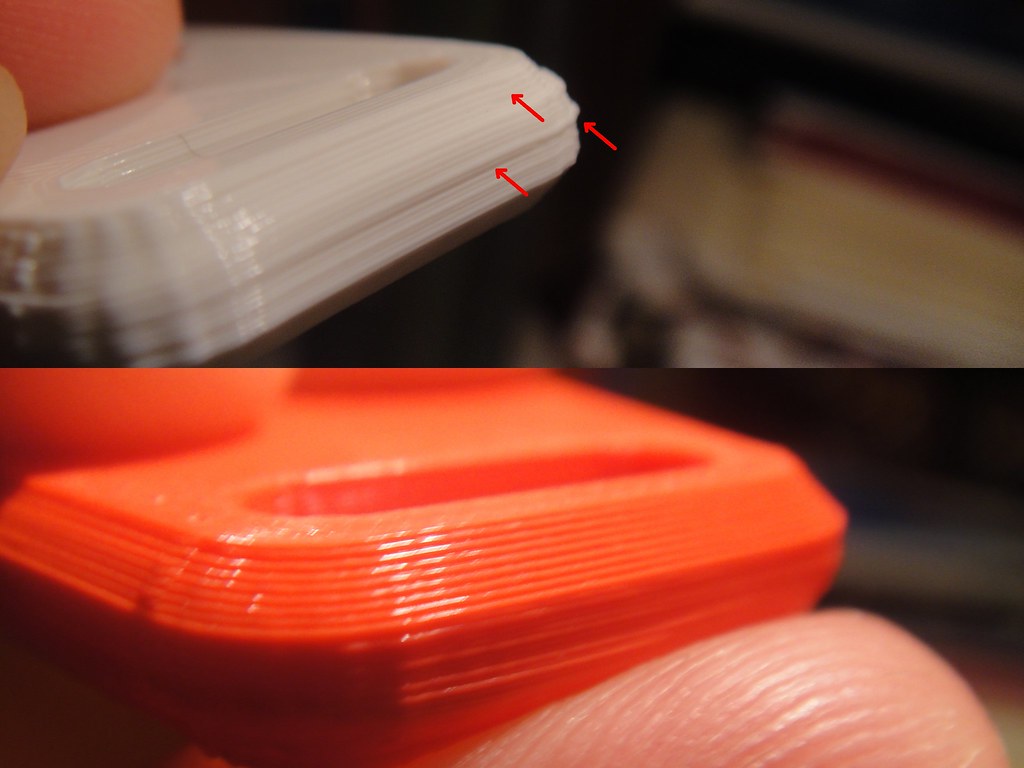
About the same time, I also started printing with new colors which I had bought in 1lbs rolls, unspooled. Printing with these new colors, I noticed that sometimes my layers were not lining up vertically.
 |
| A particularly bad example. |
Upon closer inspection, it turns out that my x carriage bushings have a bit of play which allows the extruder to rock very slightly. This rocking is multiplied by the length of the nozzle and hot end.
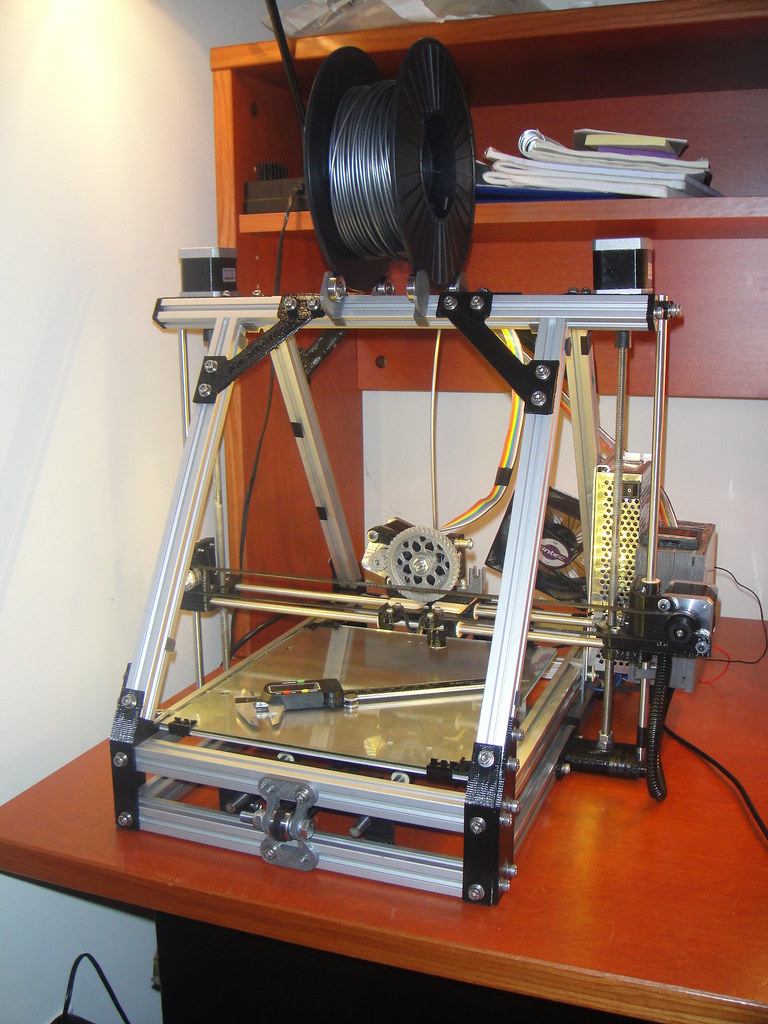
I finally set out to do what I had been planning for some time: create a spool mount that allows the spool to unravel in the x direction instead of the y direction as most mendel/prusa/mendelmax style spool holders do. For those of you using a wades/gregs style extruder, you may know, it is very stable against forces in the x direction because its 'feet' spread out in that direction. However, there really isn't anything stopping it from rocking in the y direction. Thus, I wanted to remove as much force in that direction as possible. So I whipped up a crude spool holder and filament guide to test my theory.
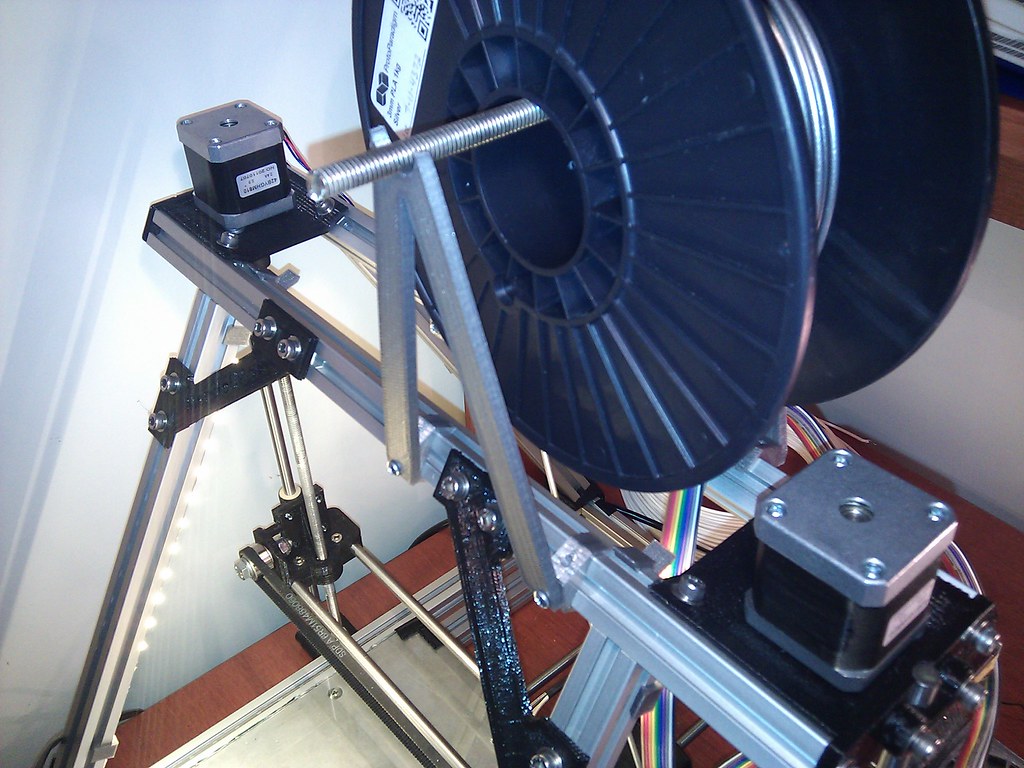

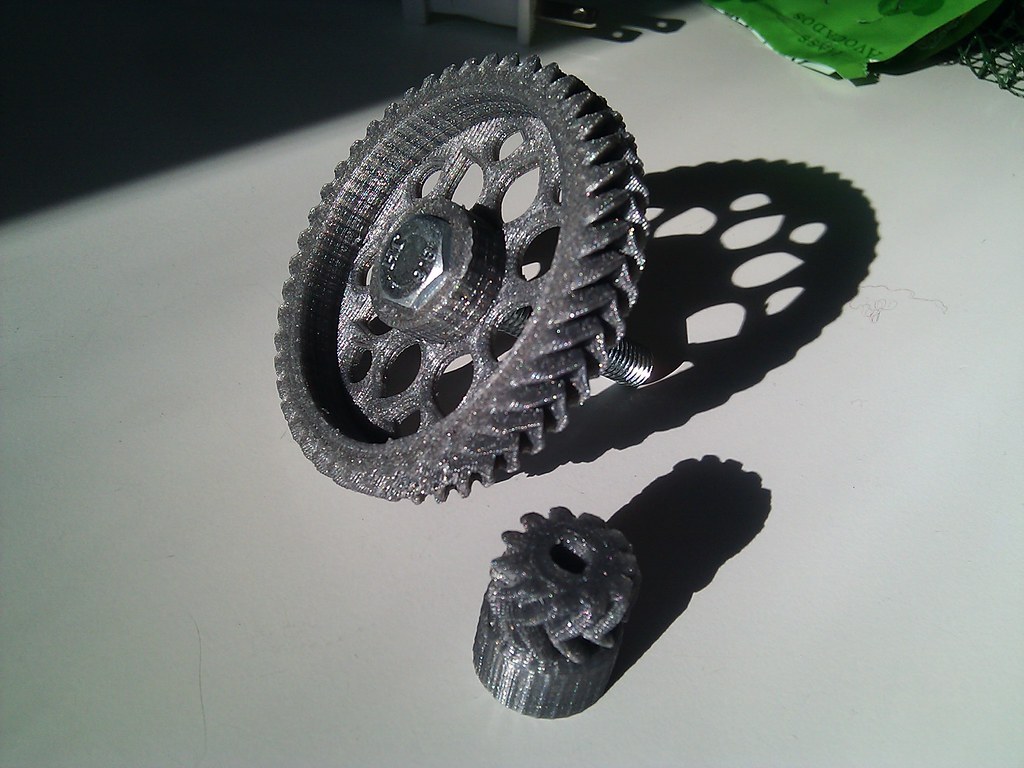
The guide allows the filament to move along the x direction with the extruder, but keeps the filament entering the extruder from the same angle all the time. I have only printed a couple of things with the new setup, but so far this has worked very well. My layers are lining up better than ever. From now on, all of my filament coils will be on spools. And, of course, I'd already planned to upgrade my x carriage and bushings to eliminate the play there.
Check out the before and after pictures below.